

In today’s industrial world, machinery plays a crucial role in ensuring the smooth operation of factories, plants, and manufacturing units. However, equipment is constantly exposed to extreme conditions, including heat, friction, corrosion, and wear, which can significantly reduce its lifespan and efficiency. To mitigate these challenges, thermal spray technologies have emerged as a powerful solution for protecting machinery.
Quick answer: This article explains the material or process topic and the practical properties, specifications and application factors that should be reviewed before selection.
Metal thermal spraying is a surface modification technology that involves heating metal materials to a molten or semi-molten state using a heat source, then accelerating and spraying them onto the substrate to form a functional coating. The core principle is to achieve metallurgical or mechanical bonding of the coating material through the synergistic action of kinetic and thermal energy. This technology is mainly classified into five types based on the heat source and process characteristics: arc spraying, plasma spraying, high-velocity oxygen-fuel (HVOF) spraying, flame spraying, and cold spraying. By precisely controlling the energy input and material state, these techniques impart a range of properties to the substrate, such as corrosion resistance, wear resistance, thermal insulation, and electrical conductivity. It has become a key method for extending the service life and upgrading the functionality of modern industrial equipment.
At Heeger Materials Inc., we specialize in high-quality metal and ceramic powders for thermal spraying, offering a range of specifications to ensure optimal performance for industrial and scientific applications.
What is Thermal Spraying?
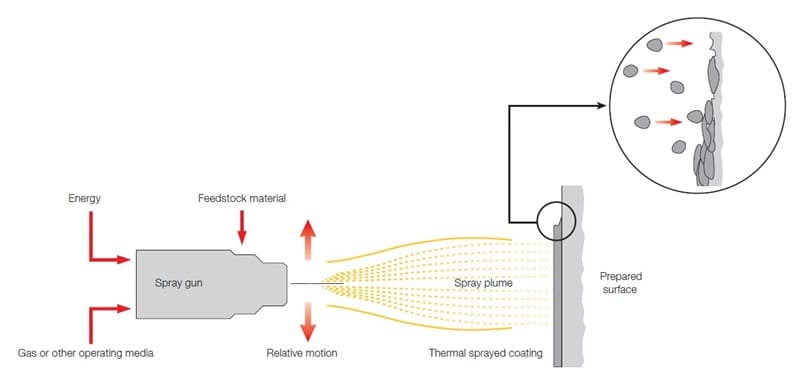
Thermal spraying is a process in which molten or semi-molten materials are sprayed onto a surface to form a protective coating. This technique is widely used across industries, including aerospace, automotive, energy, and manufacturing, to enhance the durability of machinery and components.
During thermal spraying, the material—typically metals, ceramics, or polymers—is heated to its melting point and then projected onto the surface of the machinery using a high-velocity gas or electric arc. The coating hardens rapidly and forms a strong bond with the surface, providing resistance against various types of wear, corrosion, and high temperatures.
Key Features of Thermal Spraying:
- Versatile Materials – Metals, alloys, ceramics, polymers, and composites can be sprayed.
- Wide Applications – Used for corrosion resistance, wear resistance, thermal insulation, electrical conductivity, and repair of worn parts.
- No Significant Substrate Heating – The substrate usually remains relatively cool, avoiding distortion.
- Thick Coatings Possible – Can apply layers from micrometers to several millimeters thick.
Looking for high-quality metal and ceramic powders for thermal spraying? Exploring the Heeger Materials’ Selection.
Let’s explore the five advanced thermal spray techniques that have gained popularity due to their efficiency and ability to protect machinery in various industrial settings.
Technique 1: Arc Spraying
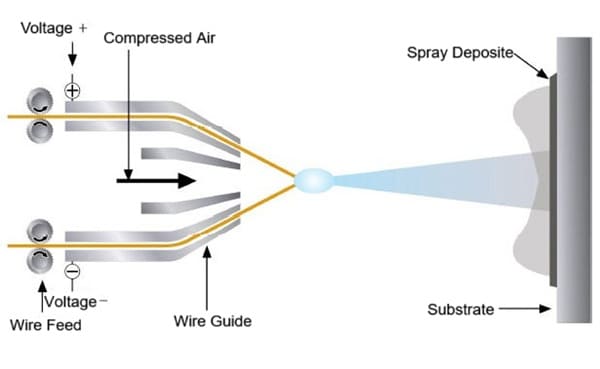
Arc spraying uses two metal wires as consumable electrodes. An electric arc with temperatures exceeding 4000°C is generated at the tips of the wires through continuous discharge, instantly melting the wire ends. The molten material is then atomized by high-speed compressed air and sprayed onto the substrate surface. The advantages of this process include simple and portable equipment, high spraying rates, and cost-effectiveness, making it particularly suitable for on-site construction of large structural components, such as bridge steel towers and petrochemical storage tanks. Typical zinc, aluminum, and their alloy coatings provide excellent sacrificial anode protection, making them the preferred choice for corrosion protection in marine environments and industrial atmospheres. Meanwhile, coatings made from stainless steel and high-carbon steel wires can significantly enhance the service life of wear-prone components, such as hydropower turbine flow parts and mining machinery.
How Arc Spraying Works
- Wire Feeding: Two consumable metal wires (e.g., zinc, aluminum, steel) are fed into the spray gun.
- Electric Arc Formation: A high-current DC power source creates an arc between the wires, melting their tips.
- Atomization & Spraying: Compressed air (or inert gas) blows the molten droplets onto the prepared substrate.
- Coating Formation: The droplets solidify and bond mechanically to the surface, forming a dense, layered coating.
Advantages of Arc Spraying
✔ High Deposition Rate – Faster than flame or plasma spraying.
✔ Cost-Effective – No expensive gases (like plasma or HVOF).
✔ Versatile Materials – Works with conductive metals (Zn, Al, Cu, steel, etc.).
✔ Portable Systems – Used for on-site repairs (e.g., bridges, pipelines).
✔ Thick Coatings Possible – Can build up several millimeters.
Limitations
✖ Only Conductive Materials – Cannot spray ceramics or polymers.
✖ Oxidation Risk – Requires proper gas shielding for reactive metals.
✖ Rougher Surface Finish – Compared to HVOF or plasma spraying.
Technique 2: Plasma Spraying
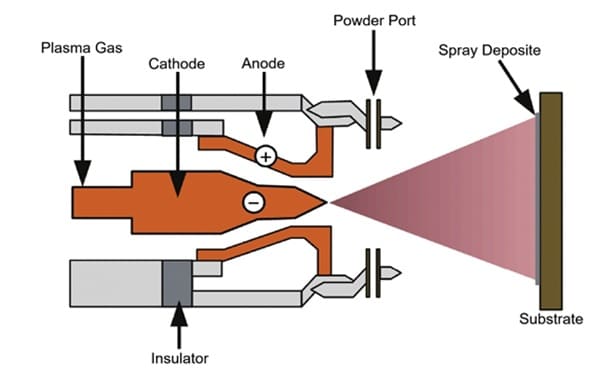
As a representative of cutting-edge thermal spraying technology, plasma spraying relies on the ultra-high temperature core (over 10,000°C) generated by a non-transfer plasma arc, which can easily melt various powder materials, including high-melting-point ceramics. The powder particles are accelerated by the high-speed plasma jet and impact the substrate, forming a dense and firmly bonded functional coating. Under the protection of an inert gas or vacuum environment, the oxidation and decomposition of materials are minimized, ensuring the chemical purity and phase structure stability of the coating. This characteristic makes plasma spraying an irreplaceable process for applications such as thermal barrier coatings for aircraft engine turbine blades (e.g., yttria-stabilized zirconia), bioactive hydroxyapatite coatings for artificial bone, and wear-resistant hard coatings for high-end sealing components.
How Plasma Spraying Works
Plasma Generation:
- An electric arc is struck between a tungsten cathode and a copper anode inside the plasma torch.
- Inert gases (Ar, N₂, H₂, or He) are ionized, creating a high-temperature (~10,000–15,000°C) plasma jet.
Powder Injection:
- Coating material (ceramic, metal, or cermet powder) is injected into the plasma plume.
- The powder particles melt and accelerate toward the substrate.
Impact & Coating Formation:
- Molten particles flatten and solidify upon hitting the substrate, forming a lamellar (layered) structure.
- Post-spray treatments (e.g., heat treatment, laser remelting) may improve adhesion and density.
Advantages of Plasma Spraying
✔ Extreme Temperature Capability – Can melt high-melting-point materials (e.g., oxides, carbides).
✔ Wide Material Compatibility – Metals (Ni, Co, Ti), ceramics (Al₂O₃, ZrO₂), and cermets (WC-Co).
✔ High Coating Quality – Denser and stronger than flame or arc-sprayed coatings.
✔ Controlled Atmosphere Option – Can spray in vacuum (VPS) or low-pressure (LPPS) for oxidation-sensitive coatings.
Limitations
✖ High Cost – Expensive equipment and gases (argon, hydrogen).
✖ Complex Process Control – Requires precise parameter tuning.
✖ Substrate Heating Risk – May need cooling for heat-sensitive parts.
Technique 3: High-Velocity Oxy-Fuel (HVOF) Spraying
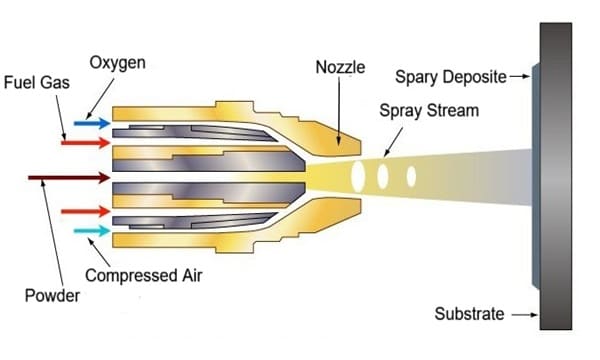
HVOF (High-Velocity Oxygen Fuel) technology involves the intense combustion of fuel gases (such as propane or hydrogen) with high-pressure oxygen in a specially designed combustion chamber, generating a supersonic flame jet with speeds exceeding 1500 m/s. The sprayed powder particles are fully heated and accelerated in this environment, striking the substrate at speeds of up to 300-500 m/s, where they undergo plastic deformation and dense deposition due to their enormous kinetic energy. The key advantage of this process lies in the unparalleled density of the coating (porosity < 1%) and extremely high bonding strength (> 80 MPa). This process is the gold standard for producing ultra-hard, wear-resistant coatings such as tungsten carbide-cobalt (WC-Co) and chromium carbide-nickel chromium (Cr3C2-NiCr). It is widely used for wear and corrosion protection in applications such as turbine blades in aircraft engines, petroleum drilling tools, and precision valve cores in high-end hydraulic equipment.
How HVOF Works
Combustion & Gas Acceleration:
- A fuel (kerosene, hydrogen, propylene) is burned with oxygen in a combustion chamber.
- The hot, high-pressure gas (2,500–3,200°C) expands through a de Laval nozzle, accelerating to supersonic speeds.
Powder Injection & Melting:
- Coating material (WC-Co, Cr₃C₂-NiCr, stainless steel) is injected axially or radially into the gas stream.
- Particles soften (but may not fully melt) and accelerate toward the substrate.
Impact & Coating Formation:
- Particles deform and bond mechanically/metallurgically upon impact.
- The result is a near-theoretical density coating (up to 99.5% dense) with high adhesion strength.
Advantages of HVOF
✔ Extremely Dense Coatings – Low porosity (<2%) due to high kinetic energy.
✔ Superior Bond Strength – Up to 70–100 MPa, better than plasma or arc spraying.
✔ Minimal Oxidation – Short dwell time reduces material degradation.
✔ Excellent Wear & Corrosion Resistance – Ideal for harsh environments.
✔ Wide Material Suitability – Metals, cermets (WC-Co, Cr₃C₂-NiCr), and some polymers.
Limitations
✖ High Cost – Expensive fuel, oxygen, and equipment maintenance.
✖ Limited to Powder Feedstock – Cannot use wires (unlike arc or flame spraying).
✖ Substrate Heating – May require cooling for thin or heat-sensitive parts.
Technique 4: Flame Spraying
As the oldest thermal spraying method, flame spraying uses an oxygen-acetylene combustion flame as the heat source (temperature 2500-3100°C), which can melt metal wire or heat specially designed alloy powders. The molten material is atomized by compressed air and then directed onto the workpiece surface. Although the coating porosity is relatively high (10%-20%) and the bonding strength is moderate, the process stands out for its low equipment investment, flexible operation, and simplicity, making it particularly suitable for on-site construction or budget-limited scenarios. Typical applications include long-term corrosion protection of the outer surface of pipes through hot-dip zinc/aluminum coatings, on-site repair of wear parts in agricultural machinery, and convenient manufacturing of babbitt alloy layers for sliding bearings.
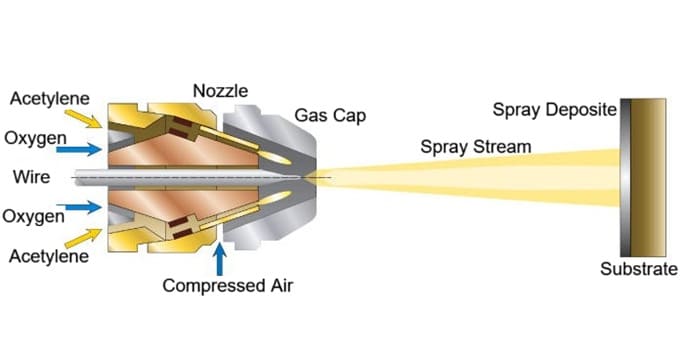
How Flame Spraying Works
Heat Generation:
- A fuel gas (acetylene, propane, or hydrogen) is mixed with oxygen and ignited, creating a flame (~3,000°C).
Material Feeding:
- Wire Flame Spraying: A wire is fed into the flame, melted, and atomized by compressed air.
- Powder Flame Spraying: Powder is injected into the flame, where it melts before being sprayed.
Deposition:
- The molten droplets are propelled onto the substrate, forming a coating through mechanical bonding.
Advantages of Flame Spraying
✔ Low Cost – Simple equipment, no electricity needed (unlike plasma/arc spray).
✔ Portability – Handheld torches allow on-site repairs (e.g., bridges, pipelines).
✔ Material Flexibility – Works with metals (Zn, Al, Mo), alloys, and some ceramics/polymers.
✔ Minimal Substrate Heating – Suitable for heat-sensitive materials.
Limitations
✖ Lower Coating Quality – Higher porosity (10–20%) and weaker bond strength than HVOF/plasma.
✖ Oxidation Risk – Open flame can oxidize reactive materials (requires anti-oxidant techniques).
✖ Limited to Lower-Melting Materials – Cannot spray refractory metals or advanced ceramics.
Technique 5: Cold Spraying
Cold spray technology completely disrupts the traditional "high-temperature melting" approach. It uses high-pressure compressed gases (such as nitrogen or helium) that expand and accelerate through a Laval nozzle, propelling solid metal powder particles to supersonic speeds of 300-1200 m/s. When the high-speed particles impact the substrate, solid-state metallurgical bonding is achieved through intense plastic deformation. Throughout the spraying process, the substrate temperature can be controlled below 500°C, eliminating issues such as material phase changes, oxidation, and residual thermal stresses. This allows for the coating of pure metals (such as conductive copper layers) or highly reactive materials (like titanium alloy biomedical coatings) onto components made of aluminum, copper, titanium, and even heat-sensitive magnesium alloys. It perfectly solves challenges that traditional thermal spraying cannot address, such as improving the conductivity of electronic component pins or providing marine corrosion protection for magnesium alloy parts.
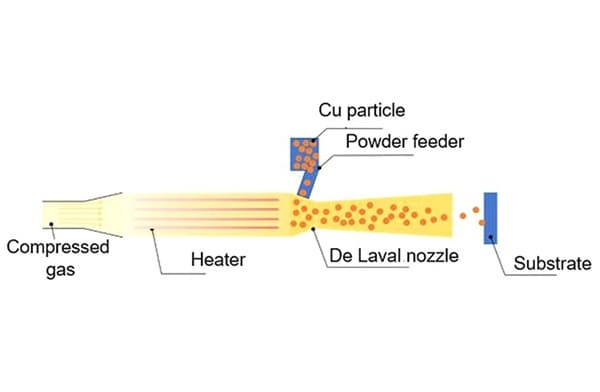
How Cold Spraying Works
Gas Heating & Pressurization:
- A high-pressure gas (N₂, He, or air) is heated (up to 1,100°C) but kept below the melting point of the feedstock.
Particle Acceleration:
- Powder is injected into the gas stream, which accelerates through a de Laval nozzle to supersonic speeds.
Impact & Bonding:
- Particles plastically deform upon hitting the substrate, creating a metallurgical or mechanical bond without melting.
- Successive impacts build up a dense, low-porosity coating.
Advantages of Cold Spraying
✔ No Melting → Minimal Oxidation & Phase Changes – Ideal for oxygen-sensitive metals (Cu, Ti, Al).
✔ High Deposition Efficiency (Up to 90%) – Little material waste.
✔ Ultra-Dense Coatings (Porosity <1%) – Comparable to HVOF but without heat-affected zones.
✔ Low Thermal Stress – Safe for heat-sensitive substrates (plastics, composites).
✔ Thick Coatings Possible – Can deposit layers several centimeters thick.
Limitations
✖ Limited to Ductile Materials – Works best with metals (Cu, Al, Ti, Ni) and some composites; unsuitable for ceramics.
✖ High Gas Costs (Helium) – Using N₂ or air reduces performance.
✖ Critical Process Control Needed – Gas pressure, temperature, and particle size must be optimized.
Explore our optimized metal and ceramic powders for thermal spraying.
Comparison of The 5 Advanced Thermal Spraying Techniques
Parameter | Arc Spray | Plasma Spray | HVOF | Flame Spray | Cold Spray |
Process Temp. | ~4,000°C | ~15,000°C | ~3,000°C | ~3,000°C | < Melting Pt. |
Particle Speed | 100–200 m/s | 300–600 m/s | 1,000+ m/s | 50–150 m/s | 500–1,200 m/s |
Bonding Mechanism | Mechanical | Mechanical/Metallurgical | Mechanical/Metallurgical | Mechanical | Solid-State (No Melting) |
Porosity | 10–20% | 5–15% | <2% | 10–20% | <1% |
Oxidation Risk | Moderate | High (unless VPS) | Low | High | None |
Material Range | Metals only (Zn, Al, steel) | Metals, Ceramics, Cermets | Metals, Cermets | Metals, Some Ceramics | Ductile Metals (Cu, Ti, Al, Ni) |
Deposition Rate | Very High | Moderate | High | Moderate | Moderate |
Cost | Low | High | Very High | Lowest | Moderate (He costly) |
Best Applications | Corrosion protection (bridges, ships) | TBCs (turbine blades), Medical implants | Wear-resistant coatings (WC-Co) | Low-cost repairs, Anti-corrosion | Aerospace repairs, Electronics, Heat-sensitive parts |
How to Choose the Right Technique for Your Equipment?
Selecting the best thermal spray method depends on material requirements, operational conditions, budget, and desired coating performance. Here’s a structured approach to making the right choice:
Define Your Coating Requirements
✅ What is the primary purpose of the coating?
- Corrosion protection (e.g., bridges, pipelines) → Arc Spray or Flame Spray
- Wear resistance (e.g., turbine blades, pump shafts) → HVOF or Cold Spray
- Thermal insulation (e.g., jet engine TBCs) → Plasma Spray
- Electrical conductivity (e.g., EMI shielding) → Cold Spray (Cu)
✅ What material are you coating?
- Metals (Zn, Al, steel): Arc Spray (low cost) or Cold Spray (high performance).
- Ceramics (Al₂O₃, ZrO₂): Plasma Spray.
- Cermets (WC-Co, Cr₃C₂-NiCr): HVOF.
- Heat-sensitive substrates (plastics, composites): Cold Spray.
✅ What are the operating conditions?
- High temperature? → Plasma Spray (ceramics) or HVOF (cermets)
- Corrosive environment? → Arc Spray (Zn/Al) or Cold Spray (Ti)
- Mechanical wear? → HVOF (WC-Co) or Cold Spray (Ni alloys)
Request a custom quote for high-quality metal and ceramic powders for thermal spraying.
What Are The Application Areas of Thermal Spraying Techniques?
Aerospace & Aviation
- Thermal Barrier Coatings (TBCs) – Plasma-sprayed YSZ on turbine blades
- Wear Resistance – HVOF WC-Co on landing gear
- Repairs – Cold-sprayed Al/Ti for airframe restoration
Oil & Gas / Energy
- Corrosion Protection – Arc-sprayed Zn/Al on pipelines
- Abrasion Resistance – HVOF Cr₃C₂-NiCr on drill bits
- High-Temp Protection – Plasma Al₂O₃ on boiler tubes
Automotive
- Engine Parts – Flame-sprayed Mo on piston rings
- Exhaust Systems – Plasma ceramic coatings
- Brakes – HVOF WC coatings on rotors
Medical
- Implants – Plasma-sprayed hydroxyapatite
- Surgical Tools – HVOF Ti/steel coatings
Electronics
- EMI Shielding – Cold-sprayed Cu
- Insulation – Plasma Al₂O₃ on semiconductor tools
Industrial Machinery
- Pumps/Valves – HVOF WC-Co-Cr for erosion resistance
- Rolling Mills – Arc-sprayed stainless steel repairs
Consumer Goods
- Non-Stick Coatings – Flame-sprayed PTFE
- Decorative Finishes – Plasma-colored oxides
At Heeger Materials, we supply optimized-grade metal and ceramic thermal spraying powders that comply with ASTM, ISO, and AMS standards, ensuring outstanding quality and reliability.
In summary, Arc Spray, Plasma Spray, HVOF, Flame Spray, and Cold Spray each offer tailored solutions for machinery protection, from economical repairs to high-performance barriers. By 2025, these techniques will have advanced to meet modern demands, ensuring longer lifespans and reduced costs.
For top-quality thermal spraying material products, Heeger Materials provides tailored solutions for various applications.
Looking for premium metal and ceramic powders for thermal spraying? Contact us today!
Selection Notes and Related Materials
Define the material, performance target, operating conditions, dimensions or particle size, process route and documentation needs. Explore all materials and the materials blog.
FAQ
What should be considered first? Start with the application, required properties, process conditions and relevant specifications.
What details help with material selection? Share composition or grade, dimensions or particle size, operating environment, quantity and documentation needs.