

Common preparation processes for spherical powder include Water Atomization(WA), Gas Atomization(GA), Plasma Rotating Electrode Process (PREP), and Radio Frequency (RF) plasma spheroidization.
1. Water Atomization(WA)
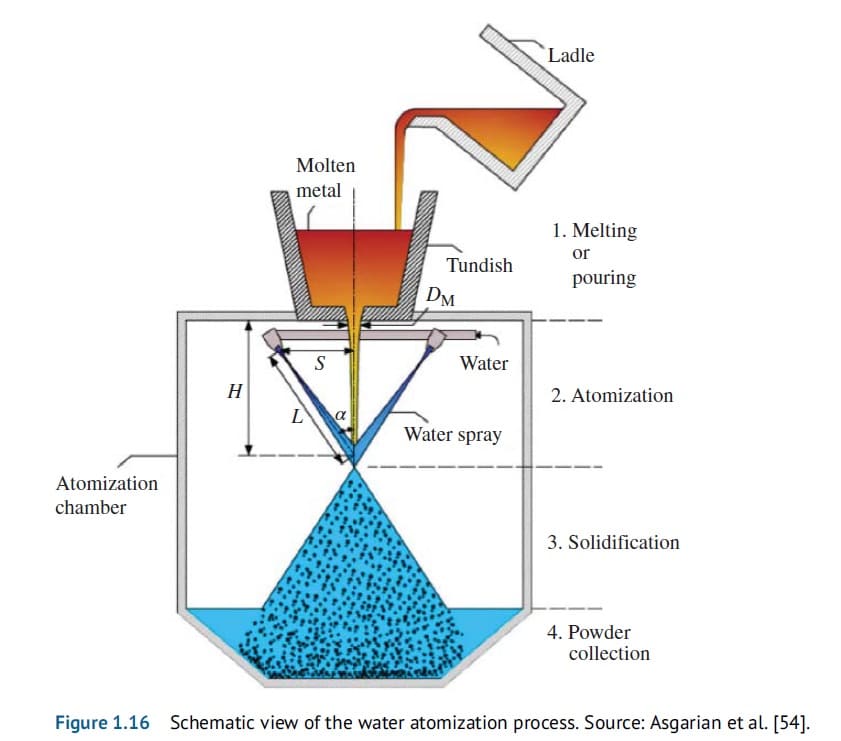
The process of high-pressure WA is an important development in the direction of producing atomized powders in the 10 μm range. The demand for these finer powders is increasing, especially due to the emergence of powder injection molding as an important fabrication route. Thus, it is expected that high-pressure WA could partially fill the gap between the supply and demand for reasonably inexpensive powders in the 10 μm particle size range. However, the powder morphology could be a problem for these powders.
High-pressure WA can provide fine powders, as discussed above. The process also can produce a wide range of powder particle size, size distribution, and powder apparent density. With increasing atomization water pressure, the particle size tends to become finer, and the particle size distribution also tends to become broader. The atomizing water pressure, which varied from 10 to 150 MPa, was found to yield finer average particle sizes with increasing water pressure with water-atomized 316-L stainless steel powders.
2. Gas Atomization(GA)
The principle of gas atomization involves using a high-speed gas stream to break up a stream of molten metal into small droplets, which then rapidly solidify into powder. Gas atomization for producing metal powders offers advantages such as fine particle size, high sphericity, and high purity. It is currently the main method for producing metal powders used in 3D printing.
Among the methods of powder production, the proportion of powder produced by GA has accounted for 80% of the total. The GA method can be divided into the following types according to the different heating elements of the equipment: Vacuum Induction Melting Inert Gas Atomization (VIGA), Electrode Induction Melting Gas Atomization (EIGA), and Plasma Atomization (PA).
2.1. Vacuum Induction Melting Inert Gas Atomization (VIGA)
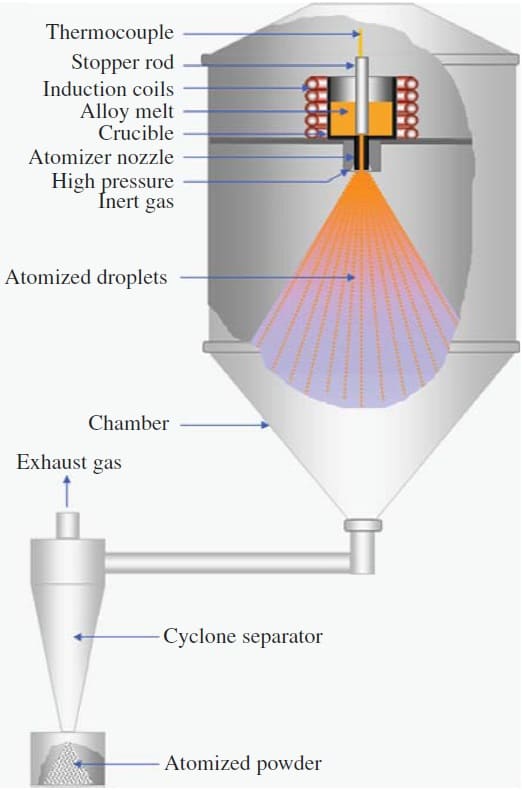
In the VIGA method, alloy materials are melted in a crucible. The molten alloy flows through a tundish bottom nozzle to the atomizing nozzle, where it is impacted and broken up by supersonic gas into fine micron-sized droplets. These droplets then spheroidize and solidify into powder. This method is mainly suitable for the production of powders from iron-based alloys, nickel-based alloys, cobalt-based alloys, aluminum-based alloys, and copper-based alloys.
 Process Diagram.jpg)
2.2. Electrode Induction Melting Gas Atomization (EIGA)
The EIGA method combines gas atomization technology with electrode induction melting technology, eliminating components such as crucibles that come into contact with the molten metal. A slowly rotating pre-alloyed metal electrode rod is lowered into a ring-shaped induction coil for electrode melting. The molten electrode droplets fall into the gas atomization nozzle system, where they are atomized using inert gas. This effectively reduces the introduction of impurities during melting, achieving safe and clean melting of reactive metals. The method is mainly used for the preparation of powder materials from reactive metals and their alloys, intermetallic compounds, and refractory metals, such as the production of Titanium and Titanium alloys, Niobium and Zirconium.
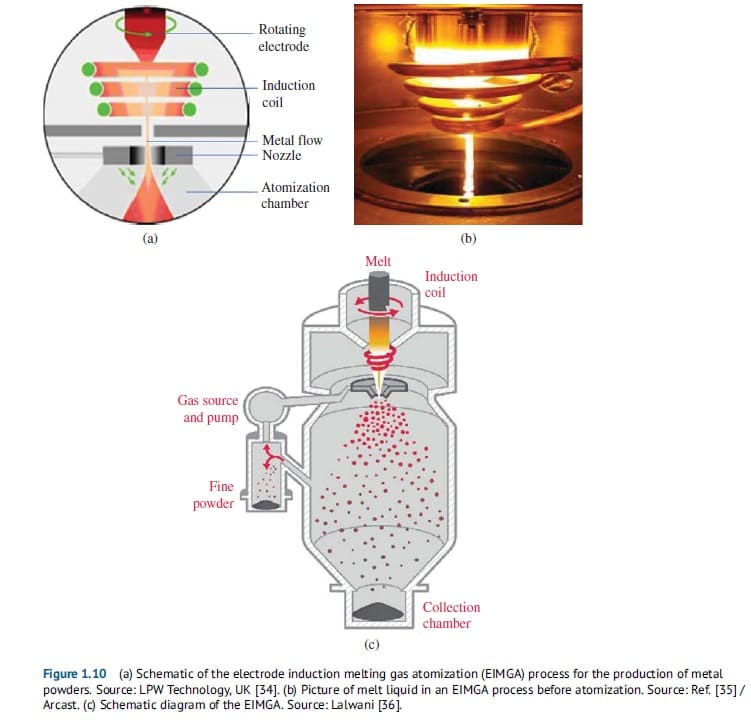
Electrode Induction Melting Gas Atomization (EIGA) has the advantage of significantly reducing equipment complexity. It does not require alloy melting in the initial stages of atomization, thereby reducing power consumption. During the atomization process, the alloy rod enters the induction coil and directly transitions from a solid state to a molten alloy stream. This stream then interacts with high-speed atomizing gas in the atomizer, breaking into metal powder.
2.3. Plasma Atomization (PA)
Plasma Atomization (PA) is a unique metal powder production technology developed by AP&C in Canada. It uses plasma torches symmetrically mounted at the top of the melting chamber to create a high-temperature plasma focus, with temperatures reaching up to 10,000 K. A specialized feeding device delivers metal wire into the plasma focus, where the raw material is rapidly melted or vaporized. The plasma's high-speed impact disperses and atomizes the material into ultra-fine droplets or vapor. During the flight and deposition process in the atomization tower, the material undergoes heat exchange with cooling argon gas introduced into the tower, solidifying it into an ultra-fine powder.
The metal powders produced by the Plasma Atomization (PA) method are nearly spherical and generally have a fine particle size. AP&C has partnered with Sweden's Arcam to expand and enhance production capacity in response to the rapid growth of the additive manufacturing market. Due to the high temperature of the plasma torch, the PA method can theoretically produce all existing high-melting-point metal alloy powders. However, since this technology uses wire feedstock for atomization, it limits the production of powders from many hard-to-deform alloy materials, such as titanium-aluminum intermetallic compounds. Additionally, the pre-preparation of wire feedstock increases the cost of powder production. To ensure quality control of powder particle size and other attributes, production efficiency needs to be improved.
 Process Diagram.jpg)
Advantages: The yield of powders below 45μm is extremely high, with almost no hollow spheres or gas entrapment, which is superior to gas atomization. The TC4 alloy used in Arcam's electron beam melting is produced using this method.
Disadvantages: The sphericity is slightly lower, and there are satellite powders. Additionally, the cost of wire feedstock is relatively high.
3. Plasma Rotating Electrode Process (PREP)
Plasma Rotating Electrode Process (PREP) is a metal powder production method that utilizes the principle of centrifugal atomization of a high-speed rotating electrode rod. The resulting metal powder has advantages such as low non-metallic inclusions, no satellite powder, and good flowability. The main working principle involves using a high-temperature plasma torch to melt the end face of the high-speed rotating electrode rod into multiple liquid films. Simultaneously, these liquid films are broken into droplets under the action of centrifugal force from the high-speed rotation. The fine droplets cool and solidify in an inert gas atmosphere, forming spherical powders due to surface tension. The particle size of the produced powder decreases with the increase in electrode rotation speed and electrode diameter, typically ranging from 50 to 350 μm.
PREP has been developed to produce Ni-based alloy powders, Ti alloy powders, stainless steel alloy powders, and other refractory metal powders. The high-quality metal powders produced by PREP are widely used for electron-selective melting, laser melting, cladding, coating, HIP, etc.
Powders produced by the REP are generally spherical. Compared to gas-atomized powder, PREP powder is relatively coarse. Various process modifications have been investigated to produce finer powder.
The characteristics of metal powders produced by PREP include low oxygen and other impurities (high purity), perfectly spherical and essentially satellite-free, narrow particle size distribution, high flowability and high appar-ent/packing density, and low internal porosity. Importantly, this process has been used extensively to produce powders of reactive and refractory materials.
 Process Diagram.jpg)
4. Radio Frequency (RF) Plasma Spheroidization
The spheroidization method primarily involves treating irregular powders produced by crushing and physical-chemical methods to achieve spherical shapes. It is considered the most effective process for obtaining high-density spherical powders. The principle involves using a high-temperature, high-energy-density heat source (such as plasma) to rapidly heat and melt the powder particles. Under the influence of surface tension, the particles coalesce into spherical droplets, which then quickly cool in a cooling chamber to form spherical powders. Currently, the main spheroidization processes are Radio Frequency Plasma Spheroidization and Laser Spheroidization. Due to the initial powder's tendency to agglomerate, the entire mass may melt during the spheroidization process, resulting in larger particle sizes for the produced spherical metal powders.
Radio Frequency (RF) plasma has characteristics such as high energy density, high heating intensity, and a large plasma arc volume. Since there are no electrodes, it avoids contamination from electrode evaporation. The principle of RF plasma powder spheroidization technology involves ionizing an inert gas (such as argon) under the influence of a high-frequency power source to form a stable high-temperature inert gas plasma. The irregularly shaped raw powder is injected into the plasma torch using a carrier gas (nitrogen) through a powder feeder. The powder particles absorb a large amount of heat in the high-temperature plasma, causing their surfaces to melt rapidly. The particles then enter the reactor at very high speeds and quickly cool in an inert atmosphere. Under the influence of surface tension, they solidify into spherical powders, which are then collected in a receiving chamber.
Advantages: The powders have a regular spherical shape, high sphericity, smooth surfaces, and good flowability. This method can produce refractory metals with high melting points, such as tantalum, tungsten, niobium, and molybdenum.
Disadvantages: The heating cycle is long, which can cause volatile elements to evaporate. Irregular powders have a large surface area, leading to high oxygen content.
Comparison of Methods:
1. WA Method: Water atomization (WA) is not suitable for processing reactive metals, but it is low-cost, has a short process flow, is relatively environmentally friendly, and is suitable for mass production. However, powders processed by the WA method have poor sphericity and high oxygen content. This method can be applied to Iron-Based High-Temperature Alloys (18Ni300, Incoloy A-286) and Cobalt-Based High-Temperature Alloys (CoCrW Alloy, CoCrMoNi Alloy, Haynes 188)
2. VIGA Method: Due to its high efficiency, wide alloy adaptability, low cost, and controllable powder size, this method is widely adopted by additive manufacturing powder suppliers globally. This method can be applied to Fe-Co-Ni-Cr-Al High-entropy Alloy and 316L Stainless Steel.
3. EIGA Method: Compared to the PREP method, the EIGA method has advantages in producing reactive metal powders, such as material savings, flexible production, and higher fine powder yield. It is suitable for producing titanium alloy powders for SLM processes. This method can be applied to NiTi Shape Memory Alloy (Nitinol) and Ti-6Al-4V Titanium Alloy.
4. PA Method: This method has been used for the mass production of conventional grades of titanium and titanium alloy powders. The general powder contains satellite powders, flaky powders, and nanoparticles. After treatment, the powder exhibits good flowability. However, since wire feedstock is required, this technology faces bottlenecks in producing hard-to-deform metal materials, limiting its material applicability. The production cost is high for non-reactive metal powders such as nickel-based and iron-based alloys. This method also can be applied to Ti-6Al-4V Titanium Alloy.
5. PREP Method: The powder size distribution is relatively narrow, making it difficult to obtain fine powders, and the yield of fine powders is low. Due to the high cost of fine powders, its application in SLM (Selective Laser Melting) processes is significantly limited. The coarse powders produced by this technology are used in Laser Solid Forming (LSF) processes. This method can be applied to Inconel 625 Nickel-Based Alloy and Inconel 718 Nickel-Based Alloy.
6. RF Method: This method uses high-energy plasma to produce highly spherical and dense metal powders. The raw materials are non-spherical powders with high oxygen and hydrogen content, making it difficult to control the oxygen content of the spherical powders. The yield of fine powders also depends on the particle size of the original powders. Additive manufacturing metal powders that have been used multiple times can be reprocessed into powder using the RF method. This method can be applied to Chromium (Cr), Molybdenum (Mo), Tantalum (Ta), and Niobium (Nb).